PMGI and LOR resists are advanced underlayer materials engineered for high-yield metal lift-off processing in demanding microfabrication applications.
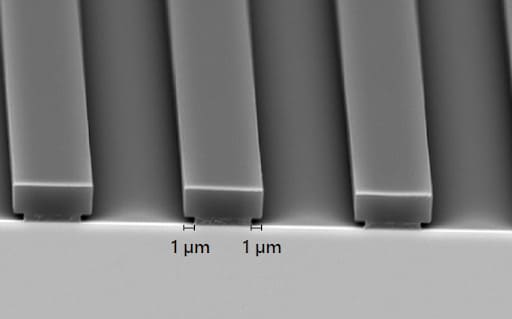
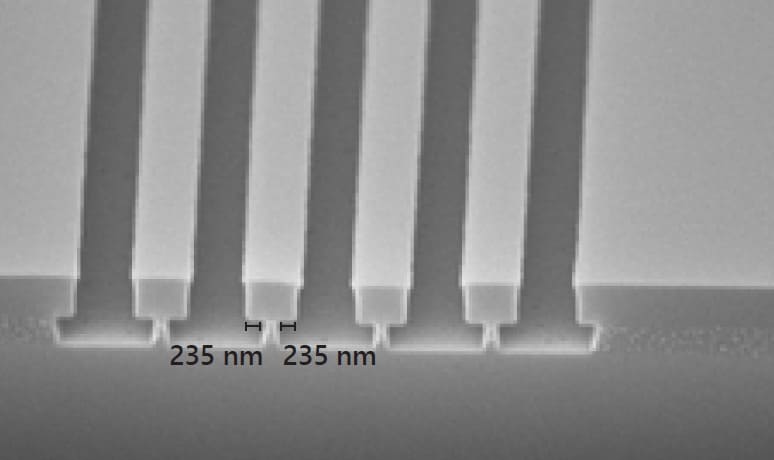
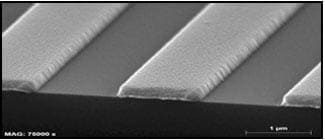
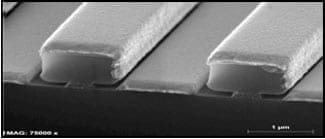
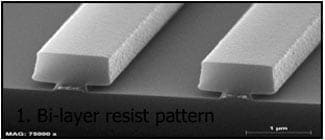
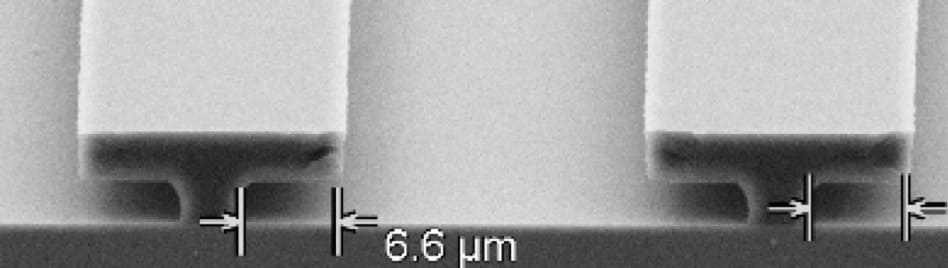
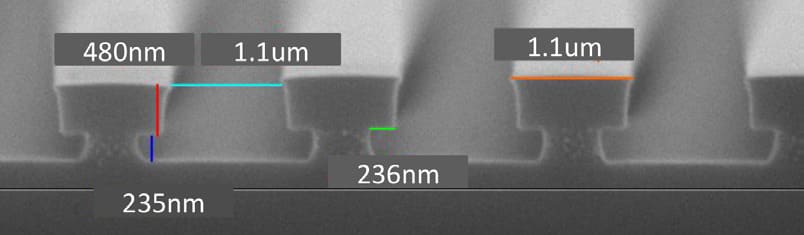

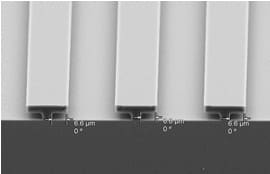
Used beneath photoresists in a bilayer stack, PMGI and LOR resists create a controlled undercut profile that extends lift-off performance beyond the limits of single-layer systems.
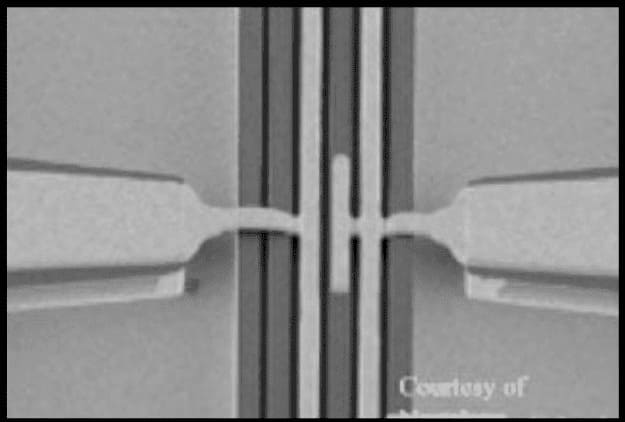
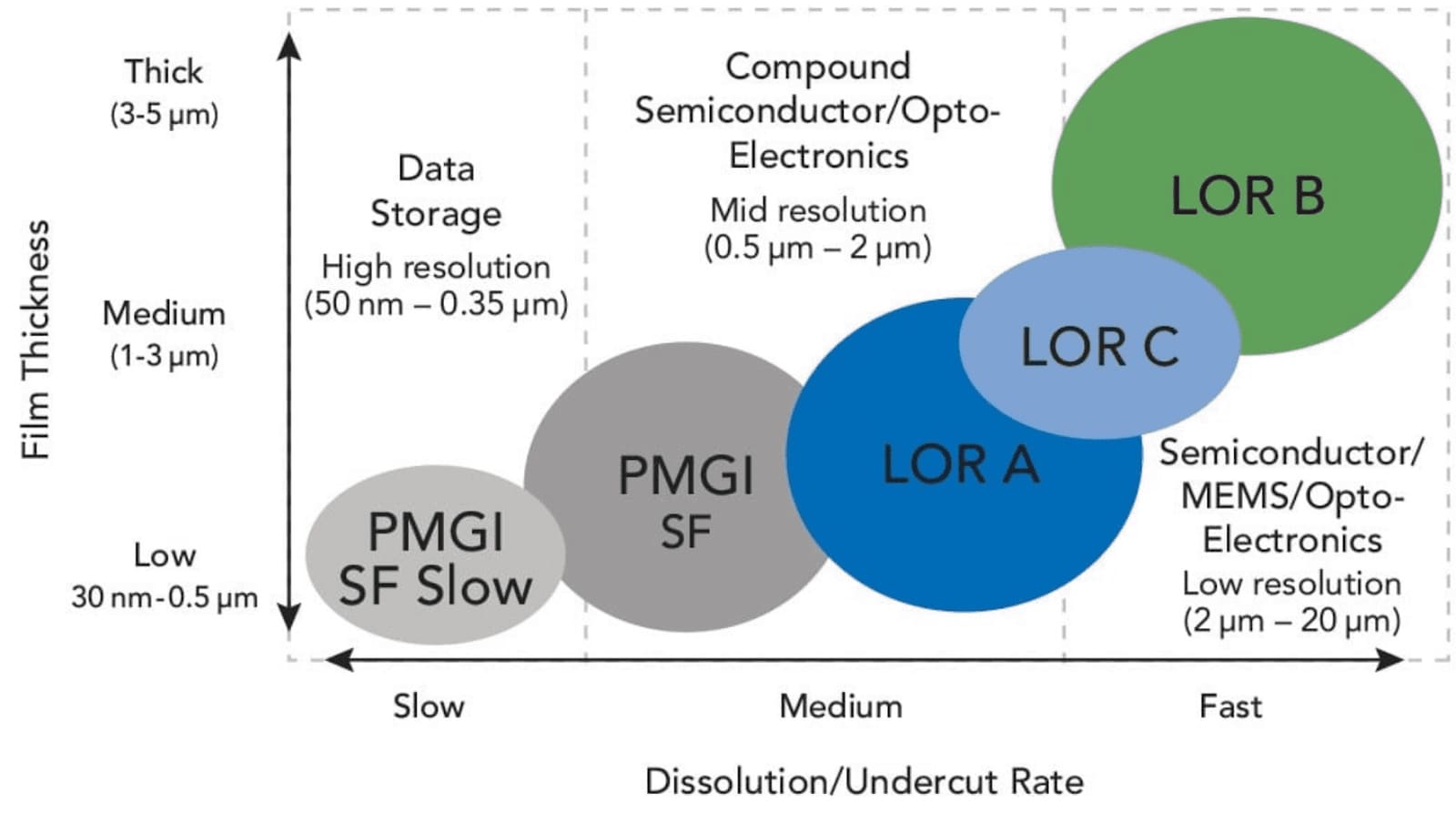
These materials support both ultra-high-resolution metallization (<0.25 µm) and thick metal deposition (>3 µm), making them well-suited for applications ranging from data storage and wireless ICs to MEMS and advanced microelectronics.
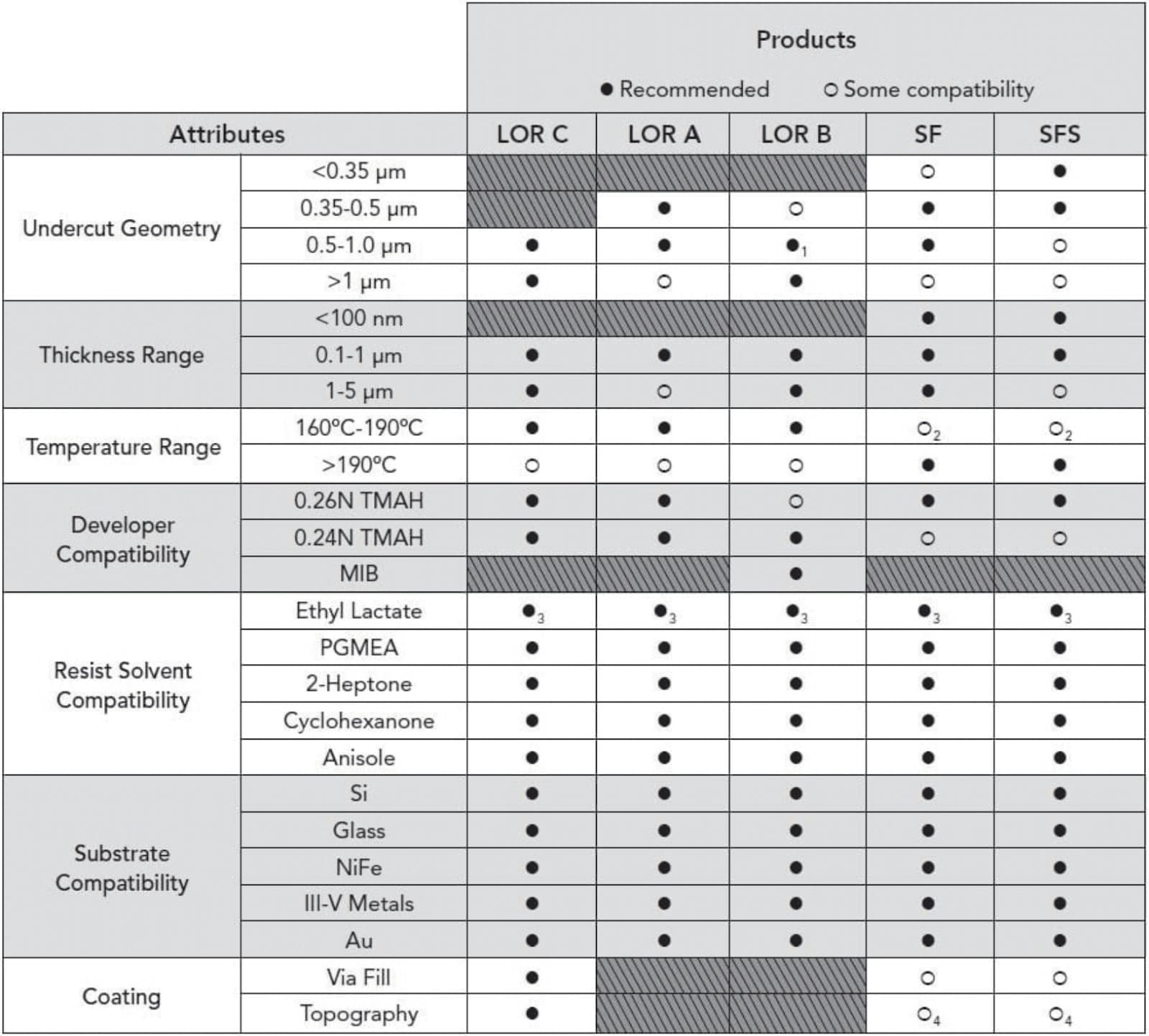
Available in multiple formulations, PMGI and LOR resists enable flexible process tuning to meet diverse lithography and metallization requirements, delivering reliable and clean lift-off performance across a wide range of fabrication workflows.
Tech Reference #1
Optimization of bi-layer lift-off resist process
Golden, J. et al., 2009.